-
+86-13823222917
-
Здание 6-6, Западная дорога Эгонглинг, Люлянь, город Пинди, район Лунган, город Шэньчжэнь, провинция Гуандун


Производитель комплектующих для зубной нити
Когда слышишь 'производитель комплектующих для зубной нити', большинство представляет просто катушку с вощёной нитью. На деле же это целая экосистема: от полимерных сердечников до механизма фиксации крышки. В нашей мастерской в 2018 году случился казус — заказчик вернул 50 тысяч упаковок из-за того, что диспенсеры заедали при влажности выше 60%. Оказалось, китайский поставщик не учёл коэффициент температурного расширения полипропилена.
Технологические нюансы, которые не увидишь в каталогах
Сердечник для намотки — это не просто пластиковый цилиндр. Для нитей с ментоловым покрытием нужен ABS-пластик с добавлением стабилизаторов, иначе через 3 месяца хранения появляется характерный химический привкус. Мы в ООО Шэньчжэнь Бао Тонг Хуэй Промышленный после тестов с 12 материалами остановились на композите PET-G — дороже на 15%, но полностью нивелирует миграцию запахов.
Крышка диспенсера с насечками для обрыва нити — отдельная головная боль. Глубина канавок должна быть 0.7±0.05 мм, иначе либо нить рвётся с усилием в 2 кг (клиенты жалуются на боли в пальцах), либо не рвётся вовсе. В 2020-м переделали 30 тысяч диспенсеров для немецкого заказа — их технологи потребовали угол заточки режущей кромки 55° вместо стандартных 45°.
Упаковочная фольга для вощёных нитей — та ещё загадка. При толщине менее 40 мкм происходит окисление воска, но если сделать толще 60 мкм — автоматика фасовочных линий даёт сбой. Наш технолог неделю экспериментировал с ламинацией, пока не подобрал трёхслойную структуру с алюминиевой прослойкой в 12 мкм.
Реальные кейсы из практики производства
Для скандинавского бренда в 2022 году разрабатывали биоразлагаемый диспенсер. Казалось бы, PLA-пластик должен был решить все проблемы. На деле оказалось, что при температуре ниже +5°C он становится хрупким — партия в 8000 штук рассыпалась при транспортировке в Финляндию. Пришлось добавлять пластификаторы на основе целлюлозы, что удорожило себестоимость на 22%.
История с производителем комплектующих для зубной нити из Шанхая научила нас проверять всё. Они поставили партию держателей катушек с идеальной геометрией, но через 2 месяца использования появились микротрещины. Лабораторный анализ показал — вторичный поликарбонат с добавкой мела (производитель скрыл этот нюанс). Теперь все сырьевые партии тестируем на УФ-старение и циклические нагрузки.
Самый неочевидный провал — цветные маркировки для ароматизированных нитей. Использовали стандартные пищевые красители, но для японского рынка пришлось перекрашивать всю партию — оказалось, их законодательство запрещает пигмент Red-40 в изделиях, контактирующих со слизистой. Убыток — 17 тысяч долларов, зато появилась база нормативных требований по 43 странам.
Оборудование: между дешёвым и эффективным
Автомат для намотки нити — это 80% успеха. Китайские аналоги за 8 тысяч долларов против швейцарских за 45 тысяч — разница не только в цене. На Linmot S-1400 регулировка натяжения идёт с точностью до 0.1 Н, тогда как на бюджетных моделях погрешность достигает 2 Н. Для супер-флоссов с тефлоновым покрытием это критично — при перетяжке нить теряет 40% прочности.
Система контроля визуальных дефектов — казалось бы, роскошь для комплектующих для зубной нити. Но после инцидента с царапинами на прозрачных диспенсерах (брак заметили только на этапе финальной упаковки) поставили камеры с разрешением 12 Мп. Обнаружили, что 3% брака связано с микросколами на направляющих роликах — проблема, которую не выявить человеческим глазом.
Литьевые формы для держателей катушек требуют особого подхода. Польская сталь 40HNMA выдерживает 1.5 млн циклов против 800 тысяч у китайской аналоговой — но многие производители экономят. Мы в ООО Шэньчжэнь Бао Тонг Хуэй Промышленный ведём журнал износа каждой пресс-формы, заменяя элементы после 1.2 млн циклов (ещё до появления критического износа).
Сырьё: от полимеров до упаковки
Полипропилен для катушек — не тот, что для пищевых контейнеров. Нужна марка с повышенной текучестью (MFR 35-45 г/10 мин), иначе при литье под давлением 280°C появляются внутренние напряжения. Финский Borealis BC918MO стоит на 30% дороже китайских аналогов, но даёт нулевой процент брака по белизне после охлаждения.
Воск для пропитки нитей — отдельная наука. Карнаубский воск даёт идеальное скольжение, но плавится при 82°C — проблемы при летней логистике. Перешли на композит пчелиного воска с полиэтиленовыми микросферами (разработано совместно с технологами ООО Шэньчжэнь Бао Тонг Хуэй Промышленный), который сохраняет стабильность до 120°C.
Антибактериальные добавки для нитей — спорный момент. Хлоргексидин может вызывать аллергию, наносеребро дорогое. После тестов с 17 составами остановились на ионах цинка — эффективность на 23% ниже, зато полная биосовместимость. Хотя для рынка ЮВА всё равно пришлось делать отдельную линейку с триклозаном — там это до сих пор разрешено.
Логистические подводные камни
Влажность при транспортировке — убийца картонных упаковок для комплектующих для зубной нити. В 2021-м контейнер с Малайзии пришёл с деформацией 12% коробок — паллеты стояли у борта, образовался конденсат. Теперь используем силикагелевые осушители с индикатором (меняем цвет при влажности выше 40%) и термодатчики в каждом контейнере.
Таможенное оформление биоразлагаемых пластиков — головная боль. В ЕС PLA считается экоматериалом, а в Австралии — обычным пластиком. Для партии в Сидней пришлось переоформлять сертификаты, задержка на таможне составила 3 недели. Теперь заранее запрашиваем юридические заключения по каждой стране-импортёру.
Хранение катушек с нитью — не просто складские стеллажи. При вертикальном хранении более 6 месяцев происходит деформация сердечника под весом намотки. Разработали ротационную систему — каждые 2 месяца паллеты автоматически поворачиваются на 90°. Снизили процент брака по геометрии с 3.2% до 0.8%.
Перспективы и тупиковые ветви
Умные диспенсеры с датчиком остатка нити — казалось бы, прорыв. Но после 4 месяцев тестов выяснилось: 80% пользователей не готовы платить на 50% дороже. Хотя технология с Hall-датчиком и магнитными метками на катушке работала безупречно — погрешность всего 7 см.
Переработанный океанский пластик для комплектующих — модный тренд, но проблемы с стабильностью свойств. Партия из 5000 диспенсеров пошла волной после 3 месяцев — разница в плотности материала от разных поставщиков. Сейчас экспериментируем с гомогенизаторами, но пока рентабельность под вопросом.
На сайте https://www.bth-oralhygiene.ru мы как-то выложили 3D-модели диспенсеров для скачивания — стоматологи печатают прототипы. Неожиданно получили 7 коммерческих запросов на модификации. Теперь рассматриваем возможность кастомизации — но пока не решён вопрос с рентабельностью мелких серий.
В итоге за простыми словами 'производитель комплектующих для зубной нити' скрывается целый мир материаловедения, тонкостей проектирования и логистических головоломок. И да, тот самый сердечник катушки — результат 20 лет проб и ошибок, а не просто кусок пластика.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Зубная нить с фруктовым ароматом, маленькая коробка из 50 штук, двойная нить
Зубная нить с фруктовым ароматом, маленькая коробка из 50 штук, двойная нить -
 Сверните зубную нить в рулон-Квадратная всасывающая карта
Сверните зубную нить в рулон-Квадратная всасывающая карта -
 Палочка для зубной нити-Фруктовая маленькая коробочка из 50 палочек
Палочка для зубной нити-Фруктовая маленькая коробочка из 50 палочек -
 Вилка для фруктов – Маленькая упаковка в коробке
Вилка для фруктов – Маленькая упаковка в коробке -
 Зубочистка-300 бутылок
Зубочистка-300 бутылок -
 Скребок для языка-Двухцветная всасывающая карточка
Скребок для языка-Двухцветная всасывающая карточка -
 Межзубная щетка-013 моделей в упаковке по 20 шт.
Межзубная щетка-013 моделей в упаковке по 20 шт. -
 Палочка для зубной нити-50 шт в упаковке
Палочка для зубной нити-50 шт в упаковке -
 Скребок для языка-Одиночная коробка GSJ004
Скребок для языка-Одиночная коробка GSJ004 -
 Вилка для фруктов – Маленькая упаковка в пакете
Вилка для фруктов – Маленькая упаковка в пакете -
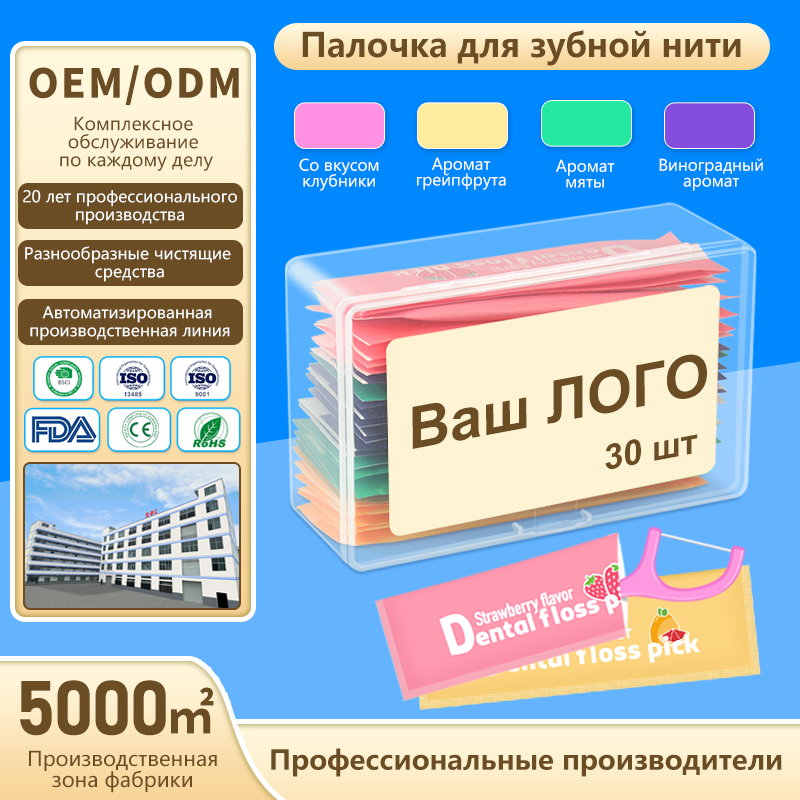 Зубная нить в индивидуальной упаковке с фруктовым ароматом, упаковка из 30 штук, смешанные цвета
Зубная нить в индивидуальной упаковке с фруктовым ароматом, упаковка из 30 штук, смешанные цвета -
 Зубочистка-200 шт в упаковке
Зубочистка-200 шт в упаковке
Связанный поиск
Связанный поиск- Дешевые пластиковые зубочистки с зубочисткой OZON производитель
- Высокое качество чистки полости рта
- Дешевые производители металлических скребков для языка
- Фабрика профессиональных зубных нитей
- Поставщики дешевых советов по уходу за зубами
- Китайские поставщики какой скребок для языка
- Цена на свежие пластиковые зубочистки 60 шт из Китая
- Поставщики чистящих нитей
- Поставщики зубных нитей OEM d i e s
- Высокое качество зубочистки n1 пластик