-
+86-13823222917
-
Здание 6-6, Западная дорога Эгонглинг, Люлянь, город Пинди, район Лунган, город Шэньчжэнь, провинция Гуандун


OEM производитель зубной нити
Когда слышишь 'OEM производитель зубной нити', многие представляют просто намотку катушек. На деле же — это целая наука о том, как не угробить клиента валом брака из-за неправильного коэффициента трения нити. Сам лет пять назад чуть не попался на этом, когда заказчик требовал ультратонкую нить для тугых межзубных промежутков, а поставщик гнал материал с нарушением калибровки.
Технологические нюансы, которые не пишут в спецификациях
Вот смотрите — большинство новичков зациклены на толщине нити, забывая про пропитку воском. А ведь именно от её равномерности зависит, будет ли нить рваться при контакте с брекетами. Мы в ООО Шэньчжэнь Бао Тонг Хуэй Промышленный как-то раз получили партию с пересушенным восковым слоем — пришлось вручную перепроверять каждую катушку. Клиент жаловался, что нить 'пушится' при использовании.
Ещё момент — армирование. Сейчас модно делать нити с тефлоновым покрытием, но если не соблюсти температуру экструзии, вместо гладкой поверхности получаешь ребристую структуру. Как-то пришлось заморозить целую производственную линию на сутки, пока не нашли причину дефекта — оказалось, фильеры нуждались в замене после 300 часов работы.
Кстати, о контроле качества. Многие OEM-производители экономят на оптических сканерах, полагаясь на визуальный осмотр. Мы же на сайте https://www.bth-oralhygiene.ru специально вынесли раздел про систему VISION-2000 — не для красоты, а потому что без автоматического детектирования микротрещин брак достигает 7-9%. Проверено на практике.
Сырьё: где кроются главные риски
С нейлоном vs PTFE — вечная дилемма. Первый дешевле, но даёт усадку при стерилизации. Второй стабильнее, но требует особых условий хранения. Как-то приняли решение перейти на PTFE для премиум-линейки, а складской модуль не обеспечил нужный уровень влажности — потеряли около 200 кг материала.
Запомнил на всю жизнь: никогда не соглашайся на 'аналоги' полимеров от непроверенных поставщиков. В 2019 один китайский завод предложил нейлон с 'улучшенными характеристиками' по цене на 15% ниже рыночной. В итоге нить растягивалась как жвачка — пришлось компенсировать клиенту убытки за переупаковку.
Сейчас в ООО Шэньчжэнь Бао Тонг Хуэй Промышленный внедрили трёхступенчатый тест сырья: сначала на растяжение, потом на абсорбцию, и только затем — на биосовместимость. Да, это удорожает процесс, зато с 2022 года ни одной рекламации по расслоению нити.
Логистика и упаковка: невидимые проблемы
Казалось бы, что сложного в катушках? Ан нет — если неправильно рассчитать натяжение при намотке, при транспортировке нить либо провисает, либо рвётся. Особенно критично для экспорта в страны с перепадами температур. Помню, для поставки в Казахстан пришлось полностью менять параметры намотки — стандартные 2.5 ньютона не подходили из-за особенностей транспортировки.
Блистерная упаковка — отдельная головная боль. Один раз сэкономили на толщине пластика — при доставке в Новосибирск 30% упаковок треснуло. Пришлось экстренно заказывать дополнительные картонные боксы. Теперь всегда тестируем упаковку в климатической камере при -40°C.
Кстати, про маркировку. Европейские заказчики требуют указывать тип полимера прямо на катушке, а российские часто ограничиваются штрих-кодом. Приходится держать два разных производственных потока — универсального решения пока не нашли.
Подбор оборудования: когда экономия убивает profit
На старте думали обойтись б/у немецкими станками — вроде бы надёжная техника. Но не учли, что современные полимеры требуют точности до 5 микрон. Пришлось переходить на японские линии с ЧПУ, хотя их стоимость была выше на 40%. Зато сейчас можем делать нить диаметром 0.08 мм — конкурентам такое не под силу.
Важный момент — синхронизация скорости экструзии и намотки. Если рассинхрон больше 3% — брак гарантирован. Мы в ООО Шэньчжэнь Бао Тонг Хуэй Промышленный даже разработали собственный софт для калибровки после того, как в 2021 потеряли целую смену из-за сбоя в ПО.
Сейчас присматриваемся к лазерной калибровке — традиционные методы уже не обеспечивают нужную точность при работе с многослойными нитями. Но пока технология слишком 'сырая' для массового производства.
Взаимодействие с заказчиками: от теории к практике
Самый болезненный опыт — когда клиент приходит с 'уникальным' ТЗ, скопированным у конкурентов. Недавно был случай: требовали нить с ментоловой пропиткой, но не учли, что отдушка кристаллизуется при низких температурах. Пришлось вдвоём с технологом полдня объяснять, почему это нежизнеспособно.
Часто сталкиваюсь с мифом, что OEM производитель зубной нити — это просто исполнитель. На самом деле, наша задача — предупредить ошибки на стадии проектирования. Как-то предложили клиенту изменить форму катушки для экономии места в блистере — в итоге он сократил логистические расходы на 12%.
Сейчас в переговорах всегда просим предоставить данные о целевом рынке. Для аптек подходит один тип нити, для стоматологических клиник — совсем другой. Кстати, на https://www.bth-oralhygiene.ru мы специально сделали калькулятор подбора параметров — чтобы клиенты могли сразу видеть, как их требования влияют на себестоимость.
Перспективы и тупиковые ветки развития
Сейчас все помешались на 'экологичных' нитях из кукурузного крахмала. Но мало кто говорит, что они теряют прочность при контакте с хлорсодержащей водой. Мы потратили полгода на испытания, прежде чем отказаться от этой идеи — технология ещё не созрела для массового рынка.
А вот с антибактериальными пропитками вышла интересная история. Сначала использовали триклозан, но после запрета в ЕС перешли на комплексы цинка. Неожиданно выяснилось, что они ещё и снижают трение — побочный эффект, который теперь используем как конкурентное преимущество.
Из явных тупиков — попытка делать ароматизированные нити для детей. Родители боятся аллергенов, да и стоматологи не одобряют. Зато нашли нишу в нитях для людей с ортодонтическими конструкциями — там действительно есть пространство для кастомизации.
В целом, за 20 лет работы понял главное: в производстве зубной нити мелочей не бывает. От выбора полимера до способа упаковки — всё влияет на конечный результат. И если OEM-поставщик говорит 'это неважно' — бегите от него. Лучше потратить неделю на тесты, чем потом разгребать рекламации.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Палочка для зубной нити-небольшая коробка из 50 штук
Палочка для зубной нити-небольшая коробка из 50 штук -
 Вилка для фруктов – Большая упаковка в банке
Вилка для фруктов – Большая упаковка в банке -
 Мягкие резиновые зубочистки-В упаковке 40 шт.
Мягкие резиновые зубочистки-В упаковке 40 шт. -
 Зубочистки B-тип, упаковка из 20 штук
Зубочистки B-тип, упаковка из 20 штук -
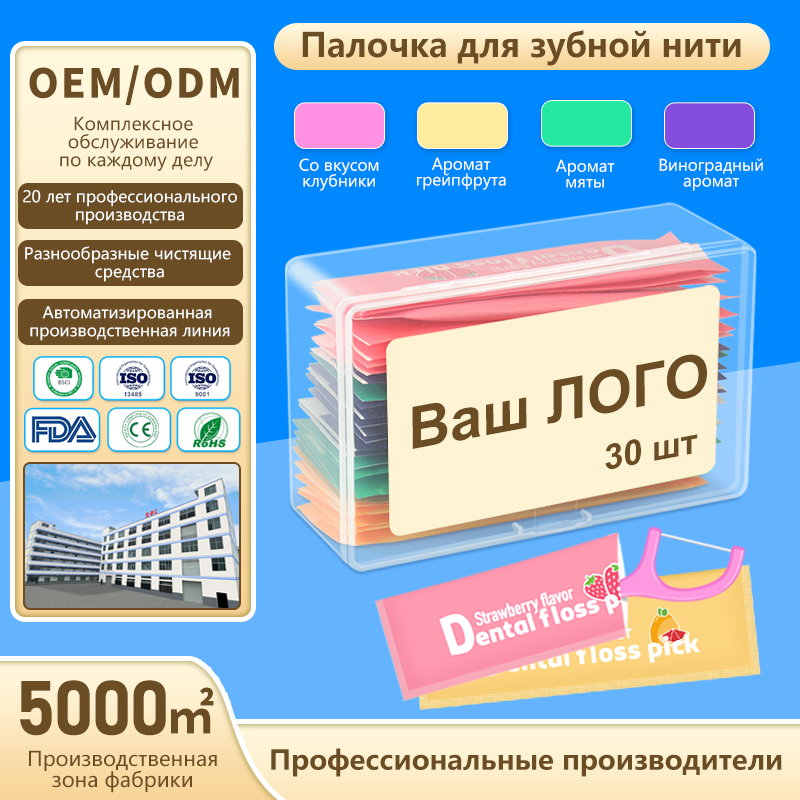 Зубная нить в индивидуальной упаковке с фруктовым ароматом, упаковка из 30 штук, смешанные цвета
Зубная нить в индивидуальной упаковке с фруктовым ароматом, упаковка из 30 штук, смешанные цвета -
 Палочка для зубной нити-100 пакетиков мяты
Палочка для зубной нити-100 пакетиков мяты -
 Межзубная щетка-013 моделей в упаковке по 20 шт.
Межзубная щетка-013 моделей в упаковке по 20 шт. -
 Палочка для зубной нити-Фруктовая маленькая коробочка из 50 палочек
Палочка для зубной нити-Фруктовая маленькая коробочка из 50 палочек -
 Скребок для языка-Одиночная коробка GSJ004
Скребок для языка-Одиночная коробка GSJ004 -
 Скребок для языка-Двухцветная всасывающая карточка
Скребок для языка-Двухцветная всасывающая карточка -
 Палочка для зубной нити-50 шт в упаковке
Палочка для зубной нити-50 шт в упаковке -
 Зубочистка-упаковано по 200 шт.
Зубочистка-упаковано по 200 шт.
Связанный поиск
Связанный поиск- Китайский производитель бамбуковых палочек для зубной нити с древесным углем
- Поставщики аптечных зубных нитей из Китая
- Производители чистящих нитей
- какой скребок для языка из Китая
- Китай фабрика n1 пластиковые зубочистки
- зубочистки пластиковые с ершиком купить
- Дешевые производители зубных нитей
- Фабрика рекомендаций по использованию межзубных щеток
- Поставщики OEM оральной био нити
- Отличный уход за зубами